






金屬喇叭網加工方法有哪些?
金屬喇叭網加工方法有以下幾種方案,各自有各自的優勢和缺陷。
1.傳統工藝的加工方法:沖壓
沖壓是最初的一種金屬喇叭網的加工方法。主要針對是一些外觀要求比較粗糙,對網孔要求不嚴格的情況下,可以使用此工藝。一般針對網孔比較大,間距較寬的金屬喇叭網。比如大的功放音箱,小型的迷你音箱。一般都是面積比較大,網孔較多
優點:加工成本低,速度快,人員安排簡單
缺點:高昂的模具成本,網孔有毛剌卷邊,易變形,定型后,一般不可以再行更改,不利于更新換代新產品。研發的成本高。
2.采用激光切割
激光切割金屬喇叭網應用的還不是很廣泛。雖然其切割的孔壁垂直,但也同樣存在很多不足
優點:網孔可以切到很小,很密,孔壁垂直
缺點:網孔邊緣有毛剌,切割后網孔四周有殘渣,材料性質改變,邊緣發黑殘留燒焦一現象。下刀口和收刀口會出現棱邊,極難處理。對網孔很多的情況,成本高昂
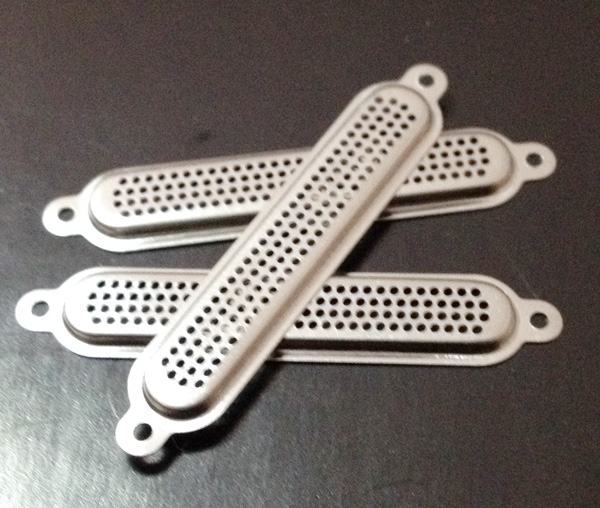
3.蝕刻工藝加工金屬喇叭網
蝕刻工藝加工金屬喇叭網兼有沖壓和激光的優點,又避免上述二者的缺點。是采用一種曝光顯影后,經化學蝕刻液加工的方式。蝕刻加工的工藝可以加工超薄的材料以及1mm厚以內的不銹鋼等金屬材質的喇叭網。喇叭網的網孔均勻,無毛剌,無卷邊,孔壁垂直。對一些密集孔同樣可以加工,大小面積同樣可以更改,設計成本低
優點:孔光滑,無毛剌,平整,均均,更改設計圖方便,成本低。
缺點:大批量加工,相對比沖壓成本高一些,比激光成本低很多。
.jpg)

一般金屬喇叭網檢驗標準如下:
砂眼;經噴涂后表面產生細小的凹坑。
雜色:噴涂環境不穩定(如溫度或工具不清潔,使噴出的顏色部分有差異)。
聚油:噴漆后由于油漆的流動導致邊緣處聚集部分油漆。
啞色:噴涂層顏色不光亮,有發“木”感或呈霧氣狀。
漏噴:應該噴涂的部分未噴到位。
薄油:噴涂層厚度不足以至隱約顯出工件底色。
氣泡:噴涂時空氣進入漆膜,形成細小氣泡。
堵孔:噴涂時由于油漆將喇叭網孔堵住。
彎腳:喇叭網定位腳彎曲,在裝配時容易斷掉。
金屬刮手:喇叭網金屬部分凸出或切割不良。
A面指的是產品外觀最直觀的正面部份,在面罩關閉/使用狀態時,目光直視得到的地方。
B面指的是產品的側面,在通常使用狀態下直視不到的地方,但目光易看到的地方。
C面指的是產品的背面和底面,在通常使用狀態下,目光難看到的地方。
D面指的是產品的里面,直接看不到的地方。
7.3材質檢驗:
參考樣品以及相關要求,來料材質應與之相符(金屬網應用磁鐵靠近看是否吸引判定材質是否是鋼鐵)。 7.4可靠性測試:
7.4.1附著力測試:
a:用新的11號手術刀、刀片平面垂直于試件表面,用力均勻、速度平穩,無抖動地在平整的漆膜上,橫豎垂直切割四條劃痕到底材表面形成9個小方格,每個方格1mm2 。用軟毛刷沿格陣兩對角線方向,輕輕地入復刷5次,然后檢查,方格底漆脫落不超過三個方格,面漆脫落不超過六個方格為合格(IQC批量來料不作強行要求檢驗)。
b: 3M膠帶測試:取實驗樣品5PCS,將3M膠帶完全的粘貼在烤漆,用1.5±0.5Kg·f的力在3M膠帶上往返3個來回(約2SEC)。以45度角的方向迅速拉起膠帶,烤漆不能脫落。
7.4.2硬度測試:用1H、2H、3H、6H„„等鉛筆,呈45角度均勻用一定力度在油漆表面劃過然后用橡皮擦分別去擦鉛筆痕,觀看油漆表面沒有明顯劃傷,而又清晰留下H號鉛筆痕,該鉛筆痕即為油漆硬度不得低于3H(IQC批量來料不作強行要求檢驗)。
7.4.3鹽水測試:取試樣本放入含有5%Nacl的蒸鎦水中浸48小時,用白布擦去試驗樣本上的水樣本不允許有變色、脫落、起皺、污點痕跡(IQC批量來料不作強行要求檢驗)。
7.4.4耐溫測試:在66±3℃的高溫烘烤48小時后觀察無皺紋,不泡、裂紋、剝落及明顯失光等即為合格(IQC批量來料不作強行要求檢驗)。
地址:深圳市寶安區福永鎮新和村福園一路華發工業園A3棟
電話:0755-61500588 直線:0755-29914202/61500558
隗(yu)小姐:136 2020 3959 yw6@zimobeng7668629.cn




下一篇:怎么加工0.1mm孔?上一篇:卓力達蝕刻企業文化推行方案
相關資訊
- 2012-01-30深圳不銹鋼腐蝕加工
- 2015-12-26卓力達精密金屬蝕刻加工舉行精細化管理誓師大會,更好服務高端蝕刻加工客戶
- 2012-01-26深圳腐蝕加工
- 2014-11-03金屬蝕刻網|金屬蝕刻網加工|超薄金屬蝕刻網|深圳金屬蝕刻網
- 2012-05-15金屬蝕刻的精度
- 2014-10-28深圳金屬腐蝕哪家好?
- 2012-06-16深圳蝕刻廠,深圳蝕刻加工廠
- 2014-07-29腐蝕能做多小的孔?
- 2014-07-23不銹鋼柵片加工
- 2014-07-11怎樣加工不銹鋼1MM小孔

